Sebagian besar jenis kunci pas dibuat dengan cara dicap.
Batang baja dipotong menjadi panjang pendek, disebut billet, dan masing-masing dilewatkan melalui koil pemanas induksi yang menggunakan elektromagnetisme untuk memanaskan logam hingga sekitar 1000 derajat Celcius.
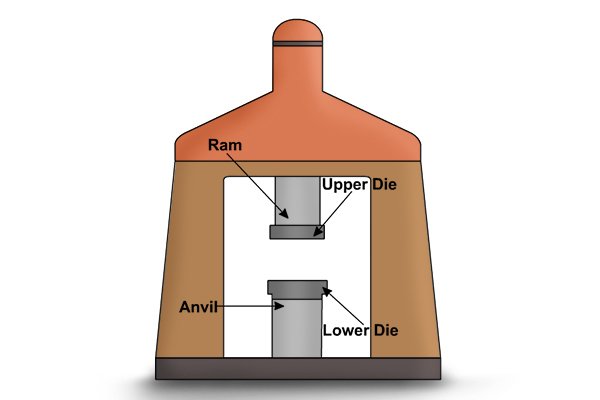
Benda kerja ditempatkan secara berurutan menjadi tiga cetakan (juga dikenal sebagai "cetakan"). Die atas jatuh ke benda kerja, memberinya bentuk. Dadu pertama memberikan bentuk kunci yang kasar, yang kedua bentuk jadi, dan yang ketiga memotong kelebihan logam dari kunci yang terbentuk.
"Garis potong" (di mana dua bagian cetakan bertemu) diampelas ke permukaan yang halus, dan mesin press hidrolik mencantumkan nama pabrikan dan informasi produk pada permukaan kunci pas.
Jika kunci pas memiliki kepala sudut, mesin membengkokkan ujung kunci pas ke bentuk yang diinginkan.
Jika kunci pas memiliki kepala ring atau mur suar, mesin milling vertikal membuat lubang di tengah kepala, siap dibentuk dan diukur dengan mesin broaching.
Kunci pas cincin dan lilin tidak diproduksi dengan cara dicap. Mereka terbuat dari pipa baja yang dibentuk dengan alat pembentuk yang menekan ujung pipa menjadi profil.
Kunci pas kemudian dikeraskan untuk meningkatkan kekuatan baja. Tempering adalah urutan pemanasan dan pendinginan tertentu, yang sedikit berbeda untuk setiap jenis baja.
Kepala mur suar dibuat setelah mengeras dengan memotong sebagian kecil bagian depan kepala.
Kunci pas dibiarkan dalam bak batu keramik dan bahan kimia yang terus bergerak selama setengah hari untuk menyiapkan permukaan alat untuk pelapisan.
Beberapa kunci pas dilapisi dengan mencelupkannya ke dalam bak berisi larutan nikel dan kromium. Listrik yang melewati kunci pas menyebabkan partikel logam menempel pada alat, menciptakan lapisan logam yang sangat tipis di permukaan.
Lainnya dilapisi dengan oksida hitam dengan cara direndam dalam larutan kimia yang bereaksi dengan besi dalam baja untuk membentuk lapisan magnetit yang melindungi baja dari korosi.
Kunci pas juga dicelupkan ke dalam larutan penghambat karat untuk perlindungan korosi tambahan.
Jika kunci pas memiliki beberapa komponen, maka komponen tersebut akan disatukan, seringkali dengan tangan. Misalnya, paku keling dipasang untuk mengamankan kepala kunci pas kepala fleksibel, dan roda gigi plastik yang dibuat menggunakan cetakan injeksi dimasukkan ke dalam kepala kunci pas ratchet.
Komponen cetakan injeksi dibuat dalam cetakan di mana plastik cair disuntikkan di bawah tekanan. Setelah bagian dipasang, dapat dilepas dan diampelas untuk menghaluskan bagian yang sudah jadi.
Kunci pas berinsulasi penuh dibuat dengan menempatkan kunci pas dalam cetakan injeksi dan menyuntikkan plastik cair ke dalam rongga yang mengelilingi alat sehingga kunci pas keluar dilapisi plastik.
Terakhir, setiap alat diuji untuk memastikannya cukup kuat dan memenuhi standar pabrikan.